The global Personal Care Product Manufacturing Systems market is witnessing an unprecedented surge. As consumer demand for customized skincare, hygiene products, and premium cosmetics grows, manufacturers are shifting from manual labor to high-precision, fully integrated automated systems.
Modern production isn't just about mixing; it requires complex Reverse Osmosis (RO) water purification, aseptic filling, and strict CIP (Cleaning-in-Place) systems to ensure the highest safety standards required by global health regulations.
From Europe to Asia, factories are seeking suppliers who can provide turnkey solutions. Reliability in supply chain and the ability to integrate AI-driven monitoring systems have become the benchmarks for top-tier suppliers.
Global brands are prioritizing eco-friendly manufacturing. Our systems incorporate advanced energy-saving motors and water-recycling RO membranes, reducing the carbon footprint of personal care factories.
The integration of IoT and AI allows for real-time tracking of production batches. High-speed dispersion and intelligent mixing systems now come with sensors that predict maintenance needs before downtime occurs.
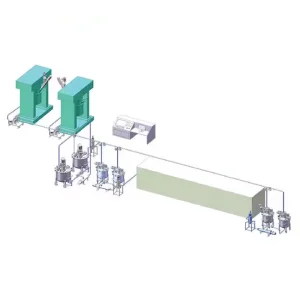
Modern factories demand flexibility. Modular systems allow for quick changeovers between different product lines—such as switching from shampoo to body wash—without extensive retooling.
With tightening FDA and EU regulations, aseptic filling and isolation systems are no longer optional. They are the backbone of Professional Personal Care Manufacturing, ensuring zero contamination.
Global enterprises, from multinational cosmetic giants to emerging local brands in the Middle East and Southeast Asia, share a common need: Consistency and Customization. Whether it's a high-salinity water purification system for a coastal factory or a lithium-ion battery slurry mixer for specialized chemical applications, the demand for high-performance equipment is universal.
Local Application Scenarios:

China's manufacturing hubs like Dongguan offer a unique synergy of raw material suppliers, engineering experts, and logistics providers, ensuring fast lead times and competitive pricing.
Factories like Dongguan CarniTe Machinery Co., Ltd. blend years of food-grade engineering with innovative industrial technologies to create systems that meet international ISO and GMP standards.
We don't just sell machines; we provide solutions. Our ability to offer OEM/ODM services means every production line is tailored to the specific viscosity, chemistry, and packaging needs of your brand.

Dongguan CarniTe Machinery Co., Ltd. is a professional manufacturer specializing in fruit and vegetable processing equipment and integrated industrial food processing solutions. The company focuses on the research, development, production, and global supply of advanced processing lines for fruits, vegetables, and related food products.
With strong engineering capability and industry experience, CarniTe Machinery delivers turnkey solutions that ensure efficient, hygienic, and scalable food production. Core systems include washing, sorting, peeling, cutting, juicing, pulping, blanching, freezing, drying, and packaging lines, widely applied in food factories, beverage plants, and agricultural processing industries.
By combining innovation, reliability, and customer-focused engineering, the company continues expanding into Asia, Europe, the Middle East, and the Americas, aiming to become a trusted global partner in food processing automation.
The company is committed to improving production efficiency, reducing labor costs, and maintaining consistent product quality through automation and intelligent control technologies.
We invest heavily in R&D, continuously upgrading processing technology, improving energy efficiency, and enhancing equipment stability to ensure long-term operational success.
We provide comprehensive after-sales support, installation guidance, and technical training to ensure our global customers thrive in diverse manufacturing environments.