




1 / 5
| Model NO. | Customization |
| Usage | Seawater Desalination |
| Treatment Type | Reverse Osmosis System |
| Feed Water Type | High Salinity Water <45000ppm |
| Recovery Rate | Over 60% |
| Membrane Technology | Thin Film Nanocomposite (TFN) |
| Warranty | 12 Months |
| Production Capacity | 300 |
| Package Size | 600.00cm * 235.00cm * 235.00cm |
| Gross Weight | 2000.000kg |

Advanced technical solutions are offered across the industrial spectrum where pure water is indispensable. Key sectors include petrochemical, mining, lithium extraction, lithium battery recycling, semiconductors, seawater desalination, and pharmaceuticals.
Expertise extends to steam boiler feed systems, food and beverage, dairy production, healthcare facilities, textiles, and steel manufacturing.
Tailored R.O. seawater or brackish water desalination solutions cater to civil infrastructures like hotels and tourist resorts. Providing fresh water is crucial for these facilities to meet growing water requirements in expanding tourist regions.


Water quality is paramount for the health and productivity of livestock. Reverse osmosis technology effectively eliminates dissolved solids and pathogens from wells or river sources, ensuring safe treatment for animals.
Adaptable solutions for efficient wastewater management include advanced sanitation technologies and innovative recovery of reusable materials. Systems are designed to meet stringent health and environmental regulations.


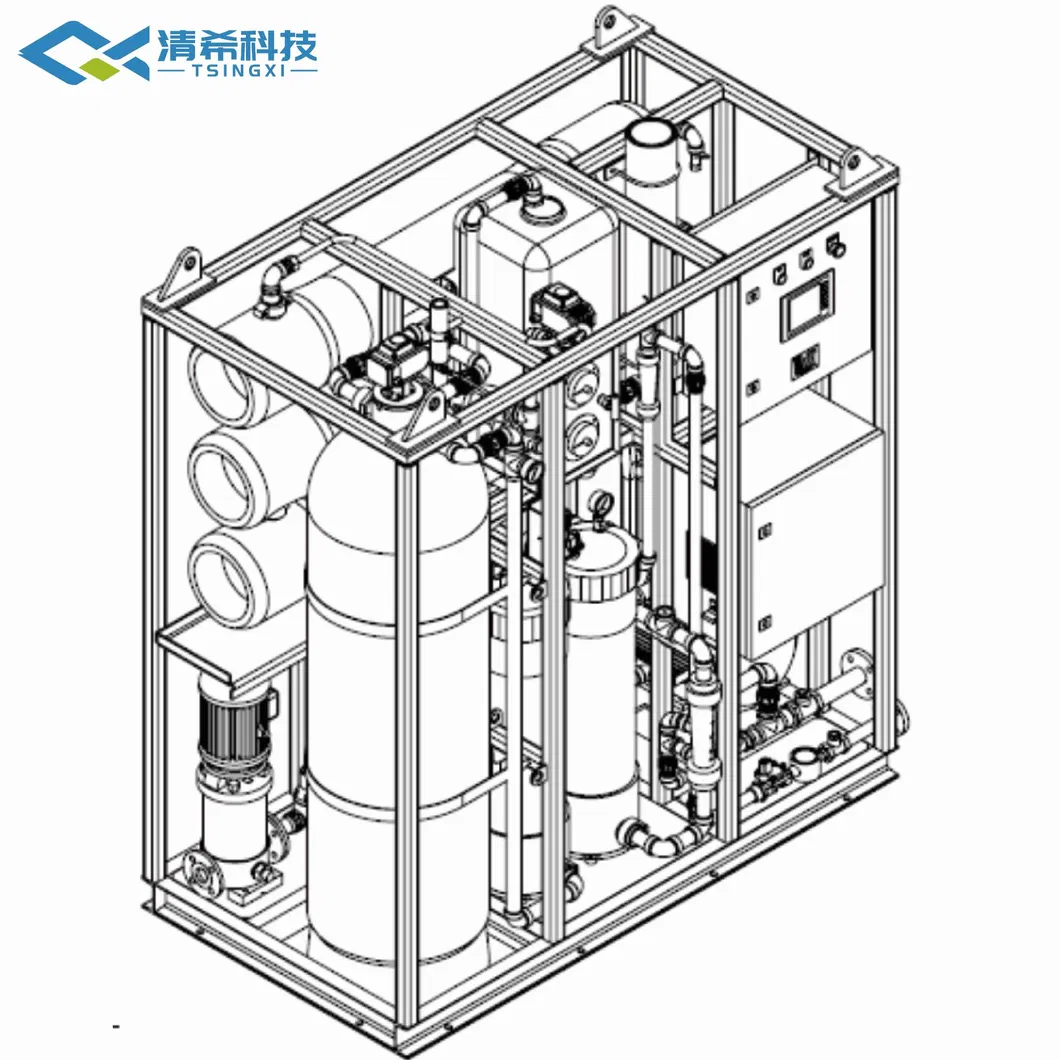
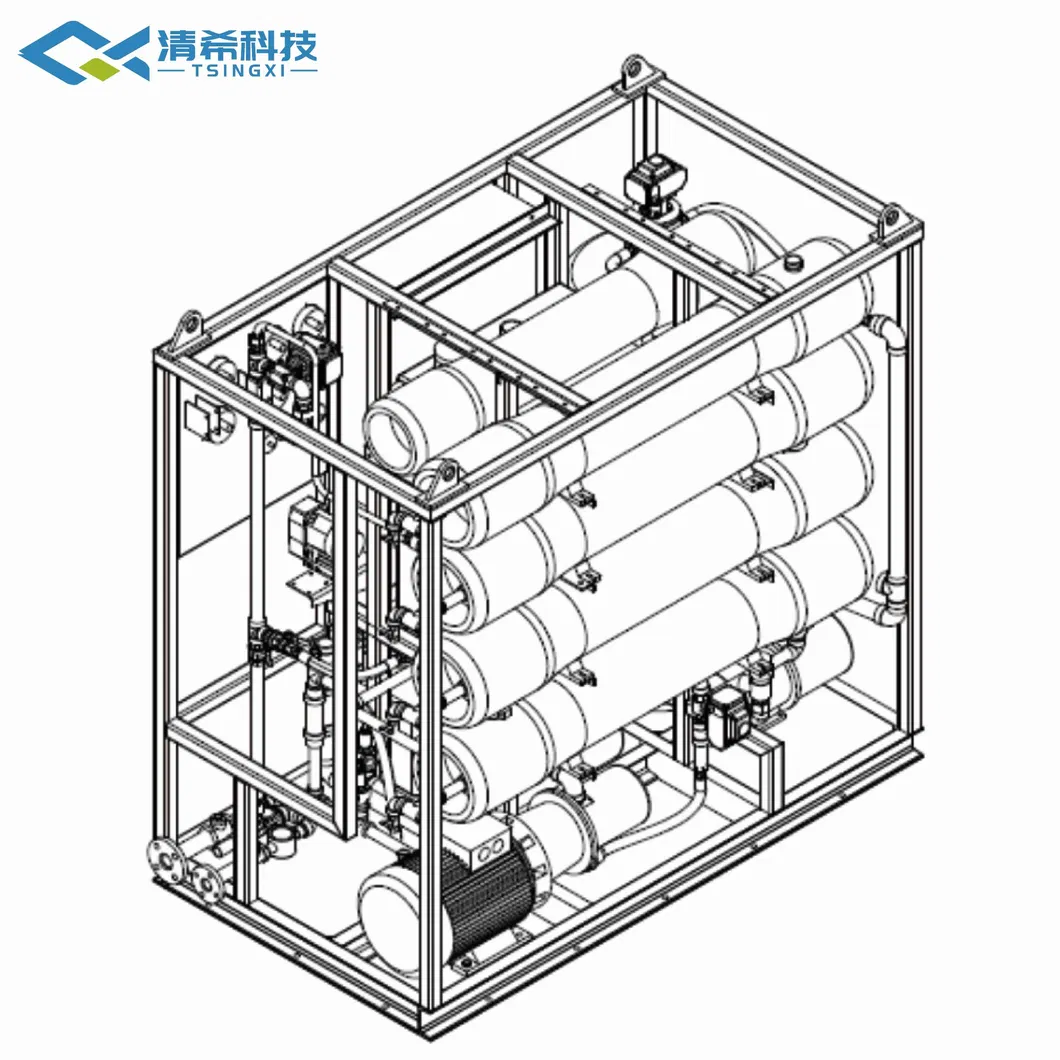
Cutting-edge Sea Water Reverse Osmosis system engineered for projects ranging from 1 m³/h to large-scale applications.
Membrane separation technology, particularly reverse osmosis, stands at the forefront for water purification. This technology excels in converting high salinity water into WHO-compliant, high-quality drinking water.
| Model Parameter | FST-1 | FST-2 | FST-Z |
|---|---|---|---|
| Feed water | Seawater TDS≤45000mg/L | 1st pass production water TDS≤500mg/L | Seawater TDS≤45000mg/L |
| Production Capacity | 20-240 m³/day | 15-180 m³/day | 15-300 m³/day |
| Production Water | TDS≤500mg/L | TDS≤150mg/L | TDS≤150mg/L |
| Feed Pressure | 0-4 bar | 0-4 bar | 0-4 bar |

Utilizing TFN membrane technology, the water treatment solutions exhibited outstanding salt, boron, and TOC rejection, meeting the rigorous standards of the semiconductor industry for global clients.
Tailor-made TFN special acid-resistant and high-pressure membranes achieved concentration levels up to 40 times for ammonium sulphate desulphurisation, ensuring true zero wastewater discharge and significant energy savings.


Innovative nanofiltration membranes with precise molecular weight cutoff achieved humic acid concentration rates over 25%, effectively solving limitations posed by conventional processes.
Our production prowess extends from Membrane Sheets and Rolling Membrane Elements to comprehensive Equipment Assembly Lines, supported by state-of-the-art automated workshops.




Serving clients across China and international markets including Asia, the Middle East, North America, South America, and Europe.


A: We provide revolutionary Thin Film Nanocomposite (TFN) membrane sheets and water treatment systems. Our solutions offer significant ROI, backed by expert teams and advanced research institutions.
A: We are a professional manufacturer with our own international trade department. This allows us to better understand customer needs and offer competitive pricing directly from the factory.
A: Main sub-assemblies and raw materials are supplied by large-scale companies. Key parts are developed in-house. Our professional assembly line and strict quality test system ensure high standards are met.
A: We offer a 1-year international standard warranty. Our team is available online 24 hours to answer questions, and engineers are available for overseas service under specific supervision.
A: We are ISO9001, ISO14001, and ISO45001 certified. Our products are designed to meet 3C and CE technical standards and are certified by industry administration authorities.
A: Yes, we specialize in customization. From acid-resistant membranes for petrochemicals to ultra-pure water for semiconductors, we tailor our TFN technology to solve unique material separation challenges.









