In the modern era of industrial food production, the demand for high-efficiency Food Packaging and Sterilization Systems has reached unprecedented levels. As global supply chains expand, the necessity to maintain food safety, extend shelf life without chemical preservatives, and ensure nutritional integrity has become the cornerstone of the industry. Factories and exporters worldwide are now transitioning toward integrated, automated solutions that combine processing, sterilization, and aseptic packaging into a single seamless flow.
From a global commercial perspective, the market for sterilization systems—including UHT (Ultra-High Temperature), retorting, and pasteurization—is projected to grow significantly. This growth is driven by rising consumer demand for "clean label" products and the increasing consumption of ready-to-eat (RTE) meals. Large-scale food manufacturers in Europe, North America, and emerging markets in Asia are prioritizing equipment that offers energy efficiency and complies with rigorous international food safety standards such as FDA, CE, and ISO.
Integration of AI and IoT for real-time monitoring of pressure, temperature, and flow rates to ensure 100% sterilization consistency.
Next-generation water-bath and steam systems designed to recycle heat energy, reducing the carbon footprint of food factories.
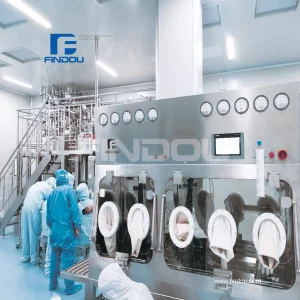
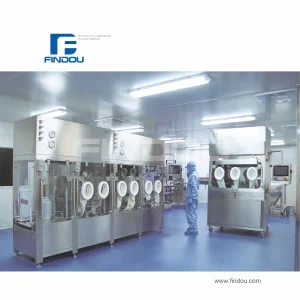
Advanced flexible and rigid isolator systems that prevent cross-contamination during the most critical filling stages of production.
Current trends indicate a massive shift toward Continuous Sterilization Systems. Unlike traditional batch processing, continuous systems allow for high-throughput production, which is essential for liquid foods, dairy, and juices. Furthermore, the integration of pharmaceutical-grade isolation technology into food processing—a specialty of CarniTe Machinery—ensures that even the most sensitive products are handled in a sterile environment that exceeds standard food-grade requirements.
Dongguan CarniTe Machinery Co., Ltd. is a professional manufacturer specializing in fruit and vegetable processing equipment and integrated industrial food processing solutions. The company focuses on the research, development, production, and global supply of advanced processing lines for fruits, vegetables, and related food products. With strong engineering capability and industry experience, CarniTe Machinery delivers turnkey solutions that ensure efficient, hygienic, and scalable food production.
Core systems include washing, sorting, peeling, cutting, juicing, pulping, blanching, freezing, drying, and packaging lines, widely applied in food factories, beverage plants, and agricultural processing industries. The company is committed to improving production efficiency, reducing labor costs, and maintaining consistent product quality through automation and intelligent control technologies.
Dongguan CarniTe Machinery Co., Ltd. maintains strict quality standards and complies with international manufacturing requirements. It provides OEM and ODM customization services tailored to different capacities and production needs. By combining innovation, reliability, and customer-focused engineering, the company continues expanding into Asia, Europe, the Middle East, and the Americas, aiming to become a trusted global partner in food processing automation.
As a leading Chinese factory and exporter, we offer distinct advantages that allow global enterprises to remain competitive. Our location in Dongguan, the heart of China's high-tech manufacturing, provides us with unparalleled access to a robust supply chain, allowing us to source the highest quality components while maintaining cost-effective production.
Our equipment is designed to thrive in diverse industrial environments. In the Beverage Industry, our UHT and aseptic filling lines are used for high-acid juices and low-acid dairy products. In the Pharmaceutical Sector, our isolation systems provide the necessary sterile conditions for powder injections and milling processes, showcasing our crossover expertise in ultra-clean technology.
For agricultural processing plants in regions like Southeast Asia or South America, our robust water-bath pasteurization systems are the preferred choice for packaged fruits and pickled vegetables, offering a balance between technological sophistication and ease of maintenance in varying operational conditions.
The company also invests heavily in research and development, continuously upgrading processing technology, improving energy efficiency, and enhancing equipment stability, while providing comprehensive after-sales support, installation guidance, and technical training to ensure long-term operational success for global customers in diverse food manufacturing environments.